��(sh��)�؛_������
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2011/6/23 13:49:15
��(sh��)�؛_���������Á��惦�ӹ������o�����ߵĵط����������ڶ���(sh��)�ӹ����ĵ�ȡ�͵�λ�ö����ڵ����е�ijһ�̶���λ����˵���߀��Ҫ��ʹ�����\�Ӽ���λ�ęC�������C�Q���Ŀɿ������������ɲ���늄әC���ŷ�늄әC���������Ҫ��Ԓ�������߀Ҫ�Мp�ٙC��������ߵĶ�λ�C�����Á����CҪ���Q��ÿһ�ѵ��ߺ͵����ܜʴ_��ͣ�ړQ��λ���ϡ�����Ʋ��ֿ��Բ��ú���λ�ÿ���������ư��]�h(hu��n)�M�oϵ�y(t��ng)���ŷ�λ�ÿ�������Ҳ���Բ���늚�͙Cе��Y�ϵĶ�λ��ʽ�������һ��Ҫ��C�϶�λ�����_��0.1-0,5mrn�����������
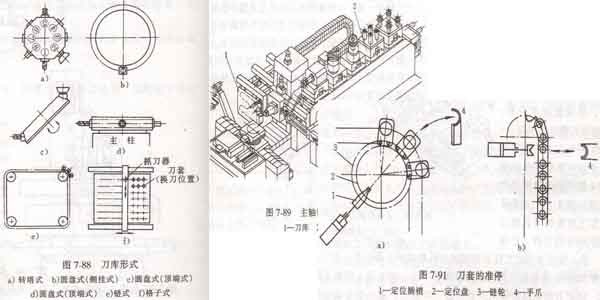
1���������͵���ķNܶ࣬�D7-88��ʾ�H�����е��͵ĎN�����
(1)������ĽY����ʽ��� ����ɷ֞飺�A�Pʽ������������ʽ��������������ʽ�����������
�A�Pʽ�����������Y�����Σ������^����������ڵ��߭h(hu��n)�����У����g�����ʵ���������˳��F(xi��n)�������ڱP�в����p�h(hu��n)���h(hu��n)���У������ӿ��g�����������
���@��һ��ʹ������⏽�U����������D�ӑT��Ҳ�ܴ������x���r�gҲ�^�L�������ˣ��A�Pʽ����һ�����ڵ��������^С�ĵ�������
�ʽ����������Y���o�����������������^������朵��Π���Ը���(j��)��(sh��)�؛_���IJ������óɸ��N�Π�������Ҳ�Ɍ��Q��λͻ�������Q�������ʽ���������ӵ��������r���ֻ������朗l���L�ȣ���һ���������������o��׃�����ٶȼ��T����һ�㵶�ߔ�(sh��)����30-120�ѕr�������������ʽ�������
���ʽ����������Y�������������о��ͺ����Ͷ��N�������͵ĵ���һ�����ڟo�Cе�֓Q���b����������͵���һ���������^����������������ڼӹ���Ԫʽ�ӹ�����������
(2)���O�ò�λ��ͬ���Է֞飺���ʽ��������ʽ�������Ғ�ʽ�����ʽ�ȶ�N�������
(3)�����Q����߀�����S����
�ɷ֞飺��ͨ���죨���Q���죩�����S��죨��D7-89��ʾ�����N����
2����������� �������������Ҫ���]�ӹ���ˇ����Ҫ�����������������ʽ�ӹ����ĵ���Ҫ��ˇ���@����������y(t��ng)Ӌ��15000�N�����������ɽM���g������������N�ӹ�������ĵ��ߔ�(sh��)�ĽY���ǣ�4����¿���ɹ���95%���ҵ������ˇ������10�ѿӹ����߿����70%���@����ˇ�������,L4�ѵ��������Ϳ����70%���ϵĹ����@㊹�ˇ���������ɹ�����ȫ���ӹ�����ĵ��ߔ�(sh��)Ŀ�y(t��ng)Ӌ����������ýY����80%�Ĺ������еȳߴ���������s�̶�һ�㣩���ȫ���ӹ��΄�����ĵ��ߔ�(sh��)����ʮ�N���������������һ����������С����ʽ�ӹ���������14��30�ѵ��ߵĵ�����܉�M��70%��95%�Ĺ����ӹ���Ҫ��
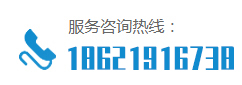
3������������x����ʽ�F(xi��n)���ӹ����ĵ��씵(sh��)��ϵ�y(t��ng)������(j��)���ݔ��ĵ���̖�c����̖����ʴ_���{�����赶�ߡ��Ѳ��õ���̖���ߵ��߾��a��ʽ����������ɸ�ۙӛ�������c���ߵČ���̖���������������ָ��
Ŀǰʹ�õĵ�����x����ʽ����������ɷN������
(1)����̖�c����̖�S�C׃�Q��ʽ�@��Ŀǰ�õ����ձ�ķ�ʽ��������ڵ�һ�νo�����b���r���������V����ϵ�y(t��ng)����̖����ԓ�����ϵĵ���̖�Č����Pϵ���������ô����ϵ�y(t��ng)��ӛס�@�������Pϵ������Ժ�ԓ������ʹ���У���һ����߀��ԭ���ĵ������������ǿ���ϵ�y(t��ng)����ӛסԓ����̖���ڵ��µ���̖�����@�N��ʽ�����ڿs�̓Q����������x���r�g�������@�N��ʽ������׃����̖�c���Č����Pϵ��������������әC���r�����ʹ��������������У�-���@ʾ�����@ʾ�ă����c���H���߲����r�������
(2)����̖�c����̖�̶�������ʽ���@�N�x����ʽ��������ڵ����ϵĵ��ߣ�ʹ�ú�����߀��ԭ���ĵ�����������༴����̖�c����̖�Č����Pϵʼ�K��׃������@�N��ʽ�ĺ�̎���ڣ��������յ�����r���һ���������֪����ʲô�ӵĵ��ߡ���һ��̎�ǿ����Ŵ�ֱ���������ֻҪ�����x�����������ϟo�����ɡ������@�N���������������(j��)��Щ�Ñ���Ҫ��������������в����@�N�x����ʽ��������������������@�N��ʽ�������ĵ��߱����߀�oԭ���ĵ�����������������Ƅ���һ��Ҫ�õĵ��ߵ��Q��λ�����Ҳ��˄ݱؕ����ӓQ���r�g����
�����x����ʽһ����á���·���Ƅ�ԭ�t����������f�������oՓ�����ǷN�x����ʽ���������(j��)����ָ������������¹���Ҫ�õĵ����Ƶ��Q��λ�Õr���������С�ڵ����Ȧ�ķ����Ƅ��������Թ�(ji��)ʡ�x���r�g������